Şirket Elektrodzhgut hizmetlerinize. Tesisat telleri, kabloları ve koşum takımı alımı.
Emniyet kemerlerinin tasarımları, servis öncesi ekipman ve vimogi tasarımlarının özelliklerine göre belirlenir. Jguti (Şekil 7.10), basit (düz çizgiler) (a), kıvrımlı (b), katlanmış (c) ve kapalı manşonlarla (d) olarak alt bölümlere ayrıldıkları için bloklar arası ve iç bloklara bölünmüştür.

Şekil 7.10. Emniyet kemerlerine bakın
Zastosovuyt düz ve hacimli şablonların hazırlanması için koşum tasarımında nadas. Düz şablon yalıtım malzemesi, ipin küçük demetlerinin uygulanmasının, yalıtım borulu metal saplamalar için iyi olduğu roztashovanі. Dartlardaki kıvrımların sabitlenmesi için özel kelepçeler kullanılır. Saplamalar arasına montaj dartları döşenir.
Kablo demetlerinin hazırlanmasının verimliliğindeki artış ve kurulum için afların hariç tutulması, elektrik şablonlarının bir zastosuvannya yolu tarafından yönlendirilir, bazı kurulum kablolarında, sinyal lambalarından elektriksel olarak bağlanan özel kelepçelerle sabitlenirler. Ampuller ve zatiskachi, çubuğun doğru döşenmesi ve sabitlenmesiyle, 1. ovmanın ampullerinden sonra 2. ince bir şekilde yanacak şekilde değişti (Şekil 7.11.).

Şekil 7.11. Elektrikli şablonun şeması
İz deseni boyunca serilir, ampuller söndüğünde söner ve doğru kurulumu onaylayan kırmızı bir kontrol ışığı kaydedilir. Örneğin 6.3 can verirken iki adet yeşil ampul L31 ve L32 yanar. Pin buton-zatiskachim Kn1 ile sabitlendiğinde kontaklar açılır 1 і 2 lansyugi hayat ampulleri L31 ta 3, 4 ampuller L32. Bununla, kırmızı kontrol lambası LN1 ve ilerleyen lantsyug için lambalar kaydedilir.
Koşum tasarımının konstrüksiyonunun arkası yerleşim düzenine konur. Dartları montajın veya ana şemanın arkasına yerleştirin, her iki taraftaki dartların uçlarını belirlenen iz numaralarından (1-2; 1-6; 3-5 sonra) etiketlerle işaretleyin, ardından ömürlerini çıkarın ve girin. montaj görevleri tablosundaki veriler; örneğin, güller Sh1 ile P2 rölesinin kontaklarını bağlarken tablo tablo gibi görünebilir. 7.1.
Tablo 7.1. Montaj görevleri tablosu.
Önceki kategori:
radyo ekipmanı imalatı
hasat montaj dart, kablolar ve koşum takımları
Koyların yakınındaki fabrikaya giden dartların düzeltilmesinden (virіvnyuvannya) başlamak için montaj dartları hazırlıyorum. Tel boşluklar halinde kesilirse, gerekli pay (şekilde gösterilmiştir) teknik döküman).
Robotları monte ederken, okremikh vіdrіzkіv'den gelen tellerin genişlemesine izin verilmez. Dart işareti, yogo revizyonu ve zabarvlennya da teknik dokümantasyon için ücretlendirilir.
Üretim ölçeğinde baş sırayı yerleştirmek için montaj dart toplama yöntemi. Münferit kesim durumunda teller makas veya tel kesiciler ile skala çizgisi takip edilerek kesilir. Tellerin huzurlu kesilmesi için seri üretimde, işin verimliliğini ve işlemlerin doğruluğunu önemli ölçüde artıran çok çeşitli farklı yerleşimlere sahip olduğu bilinmektedir.
Şek. Şekil 1, +0.5 mm'lik bir kesme doğruluğu ile yüksek üretkenlik ile karakterize edilen dartların barışçıl kesimi için bıçakları göstermektedir. Bıçaklar, sapı dinleyen, farklı çaplarda açıklıklara sahip, kükreyen ve sağlam olmayan disklerdir. Bıçak çalışma konumunda değilken, mandalın kilidinin disklerini açın ve çekme ile çalışan yaylar serbest bırakılır. Gerekli uzunlukta ek bir ok için bir vurgu yüklemeden önce bir yığın boşluk çizmek; vidlіki podіlkami ile çizgi için utangaç. Ardından, dart çapına göre disk üzerinde gerekli açıklığı seçiyoruz, durana kadar yeni telde içeri çekiyoruz; tutamağa basarak, zhorstko zadnanu ufalanan bir diskle boşlukları kesin.

Pirinç. 1. Dartları rahat kesmek için bıçaklar: 1 - kaba disk, 2 - kaba disk. 3 - vurgu, 4 - çizgi, 5 ok, 6 - tutamak, 7 - tutucu, 8 - yay
Rіzannya ve kütle virobnitstva'nın kafasındaki kurulum tellerinin tellerinin soyulması özel bir makinede gerçekleştirilir (Şekil 2). Böyle bir makinenin verimliliği yılda 5500 darttır.
Kurulum çubuklarının ve kabloların montajından sonra, sonraki işlemlerden oluşan terminallerin temeline gidin:
- İzolasyon ve ekran örgüsü şeklinde tellerin soyulması, kablolu oksit örülmesi, damarların bükülmesi, tellerin izolasyona yapıştırılması ve sabitlenmesi.
Olabilir ipotek kіntsіv bir dizi faktörde yatmaktadır:
- zastosovuetsya olan tel veya kablo markaları, Tasarım özellikleri yogo çocuklarının kurulumu ve kurulumu, radyo ekipmanının çalışmasının zihinleri ve virobnitstva ölçeği.
Dartın yalıtım şeklinde temizlenmesi, zayvih teknolojik girdiler olmadan canlıların kontak pedlerine sabitlenmesinin güvenilirliğini sağlayacağından, uzun bir süre gerçekleştirilecektir. Uygulama, daha büyük bir conta için yalıtımı 7-10 mm mesafeden temizlemenin yeterli olduğunu göstermiştir. İzolasyonu bıçakla temizlemek mümkün değildir, bu nedenle çizgi ileten bir dart damarını kesmek mümkündür.
Dartın şarkı söyleyen dünya tarafından izolasyonu, temizleme yöntemini belirler.
Tekstil, plastik ve pilili yalıtım, dartlardan aşağıdaki yollardan biriyle çıkarılır:
- MGV, MGVL, MGVSL, BPT-250, TM-250, PMV, PMOV (cam elyaflı iç yalıtımlı), BPVL, MTsSL telleri ile - otomatik ekipman üzerinde aşırı sürüş yoluyla:
- MGV , MGVL , BPVL , PVL , PMV , PMOV (eklenmiş fiber ile iç yalıtımlı), PMVG , MGSHV , MGL , MOG telleri ile - otomatik bir makinede bir saat boyunca barışçıl bir şekilde keskin bir iş parçasıyla elektrikli asitleme yöntemiyle veya pedal masasını monte etmek için iki bıçaklı.

Pirinç. 3. Telleri kesmek ve soymak için otomatik makine

Pirinç. 4. Yalıtımı dart ucundan sıyırma: 1 - yalıtım, 2 - çekirdek
Pristosuvannya maє st_yki, paralel sütun 3'te bir miktar güçlendirme üzerine. Sütunların sağ tarafında, sağ sünger 2 sıkıca güçlendirilir, pirinç burçlar üzerindeki sol sünger 1 sütunlar boyunca serbestçe dövülür. Kapanma anında yalıtımı kapatmak için süngerlerin oluklu kısmını kullanın. Orta pimlerden gelen Utrimuvach_ telleri sünger-l'ye bağlanır. Yiyecekler üzengi demirine getirilir: konstantan dart ile ısıtın
vidalar. Sağa veya sola kaydırılabilen yardım için trimachіv konpi kablosuna bağlı, ufalanan bir sünger, aynı döngü ısıtmasında ezme veya dağıtma, bir transformatörün sağlandığı, voltajı 3-4 yemek kaşığı düşürür. Pedallar, ısıtıcıları aralarında bir aralık olduğunda, iletkenin nerede ve nerede tanıtılacağı gibi bir konuma ayarlamaya yarar. Pedalı sola itmek, ısıtma döngülerini yapmak, yalıtımın kendisini kesmek. Fabrikalarda büyük ölçüde genişletildi, ataşman açıklamalarıyla aynı prensibi izleyen elektrik yalıtımı için maşa ve bıçaklar geliştirildi. Tek dart MGV, MGVL, MGVSL, BPVL, BPT-250, G1VL, G1MV, PMOV (cam elyafından iç yalıtımlı), MTsSL, LPL, MOG, TM-250 özel olarak kabul edilir.
Emalevo izolasyonu kaldırıldı:
- s teller PET, PEL - zımpara bezi, kazıyıcı ve içinde;
- telli PEV ve PEM ile - zanurennym için, yumuşak ganchirka ile saldırgan sürtünme ile formik asitte drota;
- h zengin çekirdekli dart LESHO ve LESHD-yumuşak bir kabuklu bir alkol palnikinin yarım ayının üst kısmında, hafif saman parlaklığına ve alkolde İsveç parlamasına, yumuşak ganchirkoy ile sürtünmenin başlamasıyla 94 ° 'den az olmayan ısıtma.

Pirinç. 5. Vipal ile montaj dartlarından yalıtımı çıkarmak için ek: 1-ruhliv sünger. 2-tahribatsız sünger. 3 - sütun, 4 - raf

Pirinç. 6. Kurulum kablolarının terminallerinden uzaktan izolasyon için pense

Pirinç. 177. Kurulum tellerinin uçlarından uzaktan izolasyon için pense: 1 - eğik, 2 ve g - bıçaklar, 4 - tutamak, 6 - pres
Gelecek için bakılan yolların kremi emaye yalıtımıısıtmayı ve mekanik ekleri durdurun.
Isıtma eki porselen bir tüptür, yak etrafına bir ısıtma bobini sarılır. Tüp ahşap bir sap üzerine sabitlenmiştir. Hayat, bir alçaltıcı transformatör aracılığıyla inşa edilir. Dart uzaktan izolasyonu için ısıtılmış porselen tüpün ortasına yerleştirin, yandığında emaye yanacaktır.

Pirinç. 8. Emaye yalıtımlı sıyırma dartları için mekanik bağlantı
Uzak emaye izolasyonu için kullanılan mekanik uzatmalardan önce, zıt düz hatlarda bir elektrik motoru yardımıyla etrafına sarılmış metal kalkanlı ekler (Şekil 8) vardır. Vidaların yardımıyla kalkanlar arasındaki boşluğu ayarlayabilirsiniz. Yalıtım uğruna, dartı kötü derideki açıklıktan atın, etrafına sarılı kalkanın yanına getirin. İzolasyon birkaç saniye içinde alınır. Etrafına sarılmış metal kalkanlı Verstat, hümik ve fiberglas dahil olmak üzere yalıtım olsun, yalıtım için kullanılabilir.
Kazakistan Cumhuriyeti'nin yüksek frekanslı kablolarının uçlarını soymak için, otomatik bir makine kurmak gerekir, bazı adım geçişleri ile, verilen boyutlar tasarımda ortaya konduktan sonra kablonun ucundan yalıtım kaldırılır. kablonun. Yüksek frekanslı kabloların uçlarının işlenmesi, Şek. 179. Makinenin ön panelinde yalıtım toplarından birini kesmek için kullanılan başlı millerin bulunduğu yuvalar vardır. Otomatik makinenin elektrik motoru tüm iğleri aynı anda sarar.
İlk yuva ve başlı çift mil, klor-vinil yalıtımını kesmek için, diğeri - ekran örgüsü için, üçüncüsü - ek yalıtımı çıkarmak için (wipal yöntemi), dördüncüsü - polietilen yalıtımı kesmek için kullanılır. Böyle bir rütbe, Kabeli klorovіlovoi іzolyatsiyu, Gnizzds 1, 2 I 4 ve Bavovnyani'de - Gniesds 3, 2 I 5'te yer almaktadır. Obrobsi Kabeliv'in altında Boti, Tsilіsniy tarafından unutulur. Biberiye a, b, e, d (böl. şek. 9) gül türüne göre belirlenir ve eskizleri doğrulamaktan suçludur teknolojik kartlar ya da bir koltuk.
Çizgi taşıyan bilyenin çıplak kısmındaki oksit kaplama, bir kazıyıcı (Şek. 10) veya orta tane büyüklüğünde bir zımpara pedi ile temizlenir. Çekirdek kenardan 5-7 mm PIS-40 lehim ile temizlenir.
RK-44 ve RK-45 kablolarının dış tekstil örgüsünün uçları 00 numaralı iplikle sabitlenir ve ardından nitro yapıştırıcı ile kaplanır. Kabloların ekran örgüsünün uçlarını ışınlamak da gereklidir, bunlar lehim eritme sırasında zanyuryuyuttur veya bir elektrikli havya ile ışınlanır.
Bagaj montaj telleri, örneğin MGV, BPVL, MGVL ve diğerleri, önde bükülür. Büküm için özel bir ataşman vardır, şek. on bir.
temizlik biter montaj dartı sıkıca saran sıkı bir yay elemanı ile kapatılana kadar burçtan düz bir şekilde ilerleyin, bunu motor miline sabitleyin.

Pirinç. 9. Yüksek frekanslı kabloların işlenmesi: a-kabloları RK, b-kabloları RK-44 (RK-45); 1 damarlı, 2 yalıtımlı, 3 ekranlı örgü, 4 - plastik yalıtımlı, 5 telli iplik No. 00. 6 - bükülü örgü

Pirinç. 10. Oksit bulamacı şeklinde gerilimli kablo RK soyma: 1 metal destek, 2 damarlı, 3 kazıyıcı
Sıcak bir yağlama sağlamak için tesisat tellerinin soyulmuş ve bükülmüş uçları: zanuryuyut eritilmiş lehim G10S-40 veya PIS-61 ile bir elektrik banyosunda 1-2 saniye. Ayın önü, örneğin alkol bazlı bir reçine ile asitsiz bir akı ile kaplıdır.

Pirinç. 11. Yağlamadan önce tellerin çekirdeklerini bükmek için ek 1 - düz burç, 2 - sıkma elemanı, 3 - elektrik motoru

Pirinç. 12. Dart yalıtımının bir iplikle sabitlenmesi (okletnevka): a-ilk dönüşün sabitlenmesi, b - ilerleyen dönüşlerin döşenmesi, - dönüşlerin sıkılması ve ipliklerin uçlarının sarılması; 1 telli, 2 - bavovnyan iplik No. 20

Pirinç. 13. Yalıtımın borunun çekirdeğine sabitlenmesi: 1 - damar, 2 - PVC boru, 3 - yalıtım
Oklіtnevka polygaє, ipliklerin yalıtım bilyesi üzerindeki sarımda ve çift dişli olanlarda sabitlenmiştir (Şekil 12). Okletnevka, renkli bavovnyami veya dikiş iplikleriyle sarılır, daha sonra BF-4 veya nitrolak tutkalı ile kaplanır. Vykoristannya vpіvavtomatа, mechanіzvat tsey sürecine izin verir ve operasyonun emeğini keskin bir şekilde kısaltır.
Klorovinil, hümik ve linoksin tüplerinin yardımı için döşenen drotu'nun uçlarına bavovnyanoї _izoljatsії döşemenin daha üretken ve daha verimli yolu (Şekil 13).
Tüpleri kesmek için verstat'ı durdurmak gerekir, şek. 14. Verstat otomatik çevrim için çalışır. Yoga verimliliği 300 ths. Değişim için boşluklar. Vіn, 8 ila 20 mm dişli bağlantılarda 2 ila 6 mm çapında boruları kesmenize izin verir.

Pirinç. 14. Yalıtım borularını kesmek için Verstat: 1-klor-vinil boru, 2 ve 5 - düz burçlar, 3 - basınç silindiri, 4 ve 7 - dişliler, 6 - alt, -mila dişli, 9 - sağlam olmayan alt, 10 - tel rulo
Versat'ın ana parçaları iki dişlidir, bu takviyelerden birinde alt 6 vardır ve diğer şaftta değiştirilebilir bir silindir 10 vardır. Dişlileri sürmek için küçük bir dişli 8 bükülür, motor miline takviye edilir, 6000 devire sarılır.
Çalışma sürecinde, klor-vinil tüpü kılavuz manşondan 2 i geçer, değiştirilebilir kılavuz merdane 10 üzerine sürüklenir, sakızla preslenmiş bir merdane 3 ile presler ve daha sonra doğrudan diğer manşon 5 i'ye, nareshti'ye gider. yıkılmaz bıçağın bıçağı 9. . Haddelenen, gerçekleştirilen, değiştirilmekte olan bir gostroy tırtıllı çelik merdane değişimini alan boruların uzunluğunun ayarlanması.
Nitro cilalı ipotek, 8-10 mm cıvata mesafesine sarılır (Şek. 15).
BPVL, MGVL ve MGVSL'nin tellerini nitrolak veya okletnevka örgü ile örerken, örgü polivinil klorür izolasyon alanında 3-5 mm ileri sabitlenir ve bu, desteği kırmak için çok fazladır.

Pirinç. 15. İzolasyonun nitro cila ile çekirdeğe sabitlenmesi: 1 damarlı, 2 - nitro cila, 3 - yalıtım
BPVL ve MGVL'nin kablolarından bir elektrik teli ile yalıtım kaldırıldığında, örgüler iç yalıtımdan fırlar, bu nedenle bunları yalıtmak gerekli değildir.
PVL'nin tekstil yalıtımı, sakız yalıtımının boşluğunun genişliğinden 8-10 mm mesafede kullanılır.

Pirinç. 16. Ekranlı bir dartın işlenmesi: 1 - çekirdek, 2 - yalıtım, 3 - ekran örgüsü

Pirinç. 17. BPVLE'nin sonunun işlenmesi (BPSHE, MGVLE, MTsSLE): 1 damarlı, 2 - plastik yalıtım, 3 - tekstil örgü
Ekran örgünün uçları 20 mm montaj bıçakları ile kesilir, bunun için örgünün kenarı kesilir, örgü 20 mm kesilir ve yıkanmak için düzgün ve damarsız olacak şekilde düzgün bir şekilde kesilir.
Örgü uçlarını işaretleyin, ekranda ne var, desteyi aşağıdaki şekillerde sarın:
- dart ucunun açıklıktan gerilmesi, örgünün açılması ve örgünün serbest ucunun gövde yastığına bağlanması;
- dodatkovy dart örgüsüne kadar lehimleme; çıplak kalaylı bir dart örgüsüne sarmak ve bu ayın lehimini ilerletmek;
- ekranın ve tekstil örgünün uzak nitro-yapıştırıcı kaplamaları olan ipliklerle sabitlenmesi ve MGV telini örerek ekranın ortasına lehimlenmesi (bu yöntem kısa teller için sabittir).
İlk dönüşte, saldırgan bir düzende gitmek gerekir: örgünün düğümü genişletilir, sağa doğru ezilir ve 20 mm'lik vіdstanі üzerinde, sonunda, dart örgülü açıklıktan soyulmalıdır. 3-4 mm çap; açıklığın içinden telin örgüden gerildiği ve dışarı çıktığı ve örgünün güçlü düğümünün içeri çektiği ve çıkışın ortasındaki dart, izolasyona kuvvetli bir şekilde bastırılır. Kіnets ekranuyuchoї gövde küreğine bağlantı için örgülü örgü. Bu durumda, örgü yeterli değilse, ekran örgüsünün sonuna kadar, ucu yaklaşık 4 - 6 mm'lik bir örgüye sahip 0,5-0,8 mm çapında bir çıplak tel MM lehimleyin. її popodan örgünün ortası, lehim POS -40єm ile kazınmış ve lehimlenmiştir. Şek. Böyle bir taahhüdün 188 ifadesi.

Pirinç. 18. Ekran örgüsünün topraklama telinin döşenmesi: 1 - MM tel. 2 - ekran örgüsü, 3 - nitroglue

Pirinç. 19. Ek telin ekran örgüsüne lehimlenmesi: 1 - çekirdek, 2 - plastik yalıtım, 3 - nitrolak, 4 - MGV tel, 5 - poliklor tuzak tüp (ekran örgüsünü yalıtmak gerekir), 6 - ekran örgüsü , 7 - x No. 20, 8 - tekstil örgü
Ek teli, şek. l'deki göstergelerin ekran örgüsüne lehimleme yöntemi. 19. Dokumanın üzerine bir poliklorovinil tüp çekilir ve üzerine kama şeklinde bir viriz ile sarılır. Bu alanda, örgüden önce, POSV -33 lehimli lehim şişerek MGV zavdovka 40-50 mm'lik çizgiyi 0,35 mm2'lik bir çizgiyle sonlandırıyor. Daha sonra elek örgünün bu ucu tekstil örgünün bükümlü ucu ile lehimlenerek 20 nolu ip ile sabitlenir ve nit-roquel ile kaplanır.
Dodatkovy drota'yı, Şek. 20. Örgü ucuna 0,5 mm çapında 2-3 tur çıplak kalaylı çubuk MM sarılır. Dartın bir ucu montaj pensesi ile örgüye bastırılır ve diğer ucu (40-50 mm uzunluğunda) bir yarık ile kapatılır. Dart bobinleri, lehimleme yöntemiyle POSV-33 lehimi ile örgüye lehimlenir. Çıplak dartın serbest ucuna bir linoxin tüpü konur ve lehim noktası 15-20 mm uzunluğunda bir yalıtım tüpü ile kapatılır.
Ekranın uçları ve tekstil dokuma, iplikler ve nitro yapıştırıcı ile kaplanmıştır. MGV dartının ucunu ekrandaki örgünün ortasına lehimleyin, POSV -33 lehimleyin. Elek telinin üzerine klor-vinil tüp konur ve lehimli çubuğun hava alan ucu tüpün ortasındaki ön çatlaklardan geçirilir ve ardından isim çekilir.
Tek bir düz olarak yerleştirilmiş montaj dartlarını, az ya da çok iplikle yangın koşum takımına bağlayın. Dzhgutovy kurulum v_drіznyaєtsya pіdvishchennuyu mekhanіchі mіtsnіstyu, zmenshuє rozkid vlasnoї mnostі şemaları ve kurulum işlemlerinin emeğini azaltır.

Pirinç. 21. Tekstil örgüsü ile birlikte bir ekran örgüsünün döşenmesi 1 - nitroglue, 2 - tekstil örgüsü, 3 - bavovnyan ipliği No. 20, 4 - ekran örgüsü

Pirinç. 22. İlave telin ekran örgüsüne lehimlenmesi: 0,35 mm2 dokumalı 1 telli MHF, 2 ekranlı örgü, 3-poliklorovinil tüp
Zrazok jgut, bir aksesuar tasarlama aşamasında dolaşıyor. Turnike uygulama prosedürüne devam etmeniz önerilir. Dartlar seçilen ve montaj için hazırlanan şasenin yüzeyine bağlantı şeması ve montaj işlerinin tablosu ile serilir. Kіntsi, kontak pedlerinde zakriplyuyut drotіv ve işaretleyin. Tellerin yerleşimini, hazır demet sabitleme parçalarının (somunlar, vidalar, braketler vb.) Üzerine uzanmayacak ve mümkünse bunlara erişimi zorlaştırmayacak şekilde gerçekleştirin; Ek olarak, yakın dikişli parçaların temas pimleri için demetin tellerinin yalıtımı sorumlu değildir.

Pirinç. 20. Ek telin ekran örgüsüne sarılması: 1 damarlı, 2 yalıtkan, 3 poliklorvinil tüp veya etiket, 4 telli MGV retina 0,35 mm2 veya tel MM & 0,5 mm ) 6 - ekran örgüsü
Ekranlardaki açıklıktan kablo demetinin geçişindeki tellerin yalıtımı PVC borular, contalar ve ayrıca özel sakız burçları (pstonlar) ve izolatörler ile korunmaktadır.
![]()
Pirinç. 24. İpleri bir çekme üzerine sabitleme: 1 - iplik, 2 - çekme

Pirinç. 23. Kabloların kablo demetine bağlanması: I-telli, 2-telli, 3-telli kablo demeti, 4-dişli
Başın arkasına kısa dartlar serilir ve sıranın geri kalanında böyle bir gül ağacı buldular, böylece geri kalanı demetin ön tarafını dolduracaktı. Paketin ortasına, polivinil klorür tüplerine döşenmeyen ekranlı dartlar serilir. TU'ya gelince, yedek dartlar koşum takımına aktarıldı, en büyük koşum takımı üzerindeki canavarın üzerine serildiler.
Obov'yazkovo, dart stoğunu sabitleme süresine göre (kesimler için 20-25 mm) ve dart oku farklı urvish'lerde yeniden sabitlemek için böyle bir stoğun kendisine aktarır. Bu sırada, drotaya bağlantı noktaları arasındaki kıvrım, döşemenin düz hattında, 40-50 mm daha verilir. Diğer ucun sabitlenmesine kadar çift dartı bitirecekler ve sonuçlar montaj çizelgesi tablolarına girilecektir.
Koşumun döşenmesinden sonra, dart, ek bir bükülmüş boyun için bir pamuk ipliği ile bağlanır; ilmekler, eşit aralıklarla (20 mm'den fazla olmayan) ve ayrıca dart noktalarında (küçük 23) sıkılıkla bağlanır. Şekil l'de gösterildiği gibi ipliğin koçanını ve ucunu Zakriplyuyut. 24.
Kemerin bağlanması bittiyse, düz bir yüzey üzerinde bağlantı parçasından düzeltmek için kullanabilirsiniz; Farklı düzlemlerde yırtılan demetin iğneleri, demetin ana bölümünün düzlemine 90 ° çıkıntı yapar.

Pirinç. 25. Emniyet kemerinin taslağı
Ardından ipi ön tarafı aşağı gelecek şekilde bir koltuk kağıdının üzerine koyun ve tam boy boyayın.
Demetin çıkışı, yeni demet üzerinde bir bükülme ile bir kontrplak levha olan ve gerekli yerlere saplamalarla dövülmüş olan son şablonun hazırlanması için sabitlenmelidir (Şekil 26). Şablonun arkasına, ek kablolama ekleyin ve şablon üzerindeki tellerin düzeni, yedek ve uzun süreli çalışan tellerden onarılır ve kısa olanlarla tamamlanır, böylece telleri döşemenin ters sırasını ve ters görüntüyü durdurabilirsiniz. kablo demeti. Emniyet kemerine daha düzgün bir görünüm vermek için utangaç olun: Emniyet kemerinde kırılan düğümler, onu bir eke taktıktan sonra hatırlanmayacaktır.
Bilgiler yeniden doğrulanır, şasi üzerine yoga serilir, ortaya çıkar ve yanlışlıklar düzeltilir. Kablo demetinin taslağına ve montaj görevleri tablosuna dahil edilecek düzeltme. Özel bir koşum taslağı için bir çalışma şablonu hazırlanır.
Seri üretimde, jguti saldırgan bir sırada hazırlanır: temizlenmiş, ludіnnya ve ipotekli kіntsіv montaj dartları, marka, kesimler, seri numaraları hakkındaki bilgilerin intikamını almak için zgіdno tablosu z'ednan, scho şablonuna serilir ve teller. Dartın döşenmesi, yoganın koçan saç tokası üzerine sabitlenmesinden onarılır.
Ardından, kablo şemasından sonra, apeks saplamalarında yoga bükerek ve uç saplamalarda sabitlemeyi bitirdikten sonra yerleştiririz. Pochatkova ve Kіntsev'in saç tokaları bir ve aynı sayıda olabilir. Tüm dartlar döşenirse, ipliklerle bağlanırlar. Kablo demetinin bağlantıları şablondan alınır ve bir sonda ile tellerin döşenmesinin doğruluğunu kontrol ederler. Zrazki jgutіv, Şek. 27.
Sessiz ruh hallerinde, eğer mekanik mukavemet ve neme karşı direnç için jgutiv asmak vimoga'nın tanıtımı, onları bir kiper dikişle bağlayın ve vernikle havasını alın.
Radyo fabrikalarında geniş genişlikte olan robotik elektrifikasyon şablonlarında daha büyük boyutlu; pis koku, bir jgut hazırlama sürecinin zahmetini önemli ölçüde azaltır ve bunun hızlı bir şekilde mümkün olduğunu gösterir.

Pirinç. 26. Jguti'yi düzenlemek için şablon
Elektrikle dövülmüş şablonda, saplamalar, yeşil sinyal lambaları monte edilmiş gibi, çıtçıt düğmelerle değiştirilir. Diğer ampuller roztashovanі zashkachami bіl'den sipariş dijital sinyal kurulum telleri. Gün tablosu şablona yerleştirilir. Cilt problemlerini tespit etmek için kırmızı renkli kontrol lambaları yerleştirildi. Tesisat gerilim ile canlıdır, bu da sinyal ışıklarının gerilimini verir.

Pirinç. 27. Jguti
Montaj tellerinin elektrikli bir şablon üzerine döşenmesi bu şekilde yapılır. Şablon açıldığında, aralarında ilk iletkenin döşenmesi gereken iki yeşil ampul sessizce zatiskachiv'dir. Dart ucunu sabitlemek için düğmeye basın, teli başlatmak için yeni bir oyuğa bastırın, söndüğünde sinyal ışığı yeşildir. Dartı demetin dış çizgisinin arkasına yerleştirdikten sonra başka bir uç sabitlenir; diğer düğmenin yeşil ışığı söner, ancak yandığında, sipariş tablosundaki kırmızı kontrol ışığı yanar, bu da doğru bir şekilde yerleştirilmiş olanları gösterir. Aynı zamanda, iki yeşil sessiz düğme-zatiskachiv ampulü yanar, bunlar arasında saldırgan montajın döşenmesi gerekir, vb.
Bazı radyo fabrikalarında, demetleri yerleştirmek için otomatik makineler geliştirildi.
Kintsi Perevyv JSGUTS I MIZHLECHY kabloları Marcuta, Vikoristovoi Izolyasi, RIZHENELLAR, MITKS ZAZNOLOVIKHOVIKH NITROMALYA, denizaltıların uçları numerovyni-huş, iga, pollinovirvinіlovіlovіlovіlovin. ).

Pirinç. 28. Tipik şema elektrikli şablon
21. yüzyılın kablolaması, kablo demetlerinin üretildiği saat boyunca yeni teknolojik yaklaşımlarla desteklenmektedir. THERMOPRO, ticari işletmelerde eskimiş kontrplak plastilerin yerini almasıyla tanınan “MONOLIT” serisinde jgut serme ve örme için yeni katlanır masalar sunuyor.
eski çözüm
Іsnuyuchi kararı є kağıt üzerine uygulanan kontrplak levhalar blok diyagram kablo demeti ve kablo demetinin düğüm noktalarında sert bir şekilde yerleştirilmiş pimler.
jgutiv üretimi için yeni çözüm
"MONOLIT" serisi koşum takımları için yeni masalar Rus alüminyum profilinden yapılmıştır. Rami'nin artan kalınlığı, dökme demir astarlarla sabitlenir. Demetlerin bükülmesi için masaların sağlam yapısı, katlanır plakaların hızlı bir şekilde değiştirilmesi elemanları ile desteklenir.
Kompakt masa seçeneği
|
jgutiv 2000 x 1500 mm yerleştirmek ve örmek için pohily kesit masasıDaha da fazla metal ve zhorstka konstrüksiyonu, galmіvny fiksatörlü ale zavdyaki vysokoyakіsnym tekerlekler, jgutіv için montaj çeliği, ince bir çaça için atölye noktasına taşınabilir. Çalışma alanını değiştirmek için sadece qvilin'den fazlasını almayan sadece 4 somunu elle sıkmam gerekecekti. |
|
Jgutiv'i döşemek ve örmek için aynı kırılgan kesit stili(Regulyuvannya nahilu - yatay veya yatayda 60-80 derece). |
|
İhmal edilmiş bir çerçeve ile jgutiv'i döşemek ve örmek için aynı stilBir masaya iki z'ednani mіzh. Koşumların seçiminde, bu tür tablolar, baskın koşumların örülmesi için birkaç parçadan oluşan gruplar halinde gruplandırılabilir. |
|
Her zaman olsun, jgutiv'i döşemek ve örmek için yatay kesit masası.Jütlerin bükülmesi için seksiyonel masalar, ayarlanabilir destekler üzerinde teslim edilir ve bükülme yerinde aracı olmadan monolitik bir yapıya bağlanır. |




Gnuchka çözümü
İki tip değiştirilebilir plazalarda kordların bükülmesi, kordların bükülmesi sırasında bükülmeyi arttırdığı gibi, farklı bir kord yapısına sahip iplere geçildiğinde kısa süreli duruş süresini de arttırır.
Rus üretimi
TERMOPRO şirketi, teknik gereksinimlerinize göre jig üretimi için modern masalar hazırlar. Kararınıza uyum sağlamaya hazırız. Tabloların boyutları için kenar boşluğu yoktur - dozhinoy, genişlik, yükseklik. Mi zrobimo so - sizin için kullanışlı gibi!
Sukupnіst teller ve kablolar, gerekirse diğer yollardan biri z'єdnanih, elemanlarla donatmak elektrik tesisatı(ipuçları, zadnuvachami ve іn.), denilen kablo ağı. Tanımalarına göre, jguti iç bloğa ve ara bloğa bölünmüştür.
Dahili blok jguti okremikh vuzlіv, orta ekin blokları ve elektrik parçalarının elektrik bağlantısına hizmet eder ve interblock zastosovuyutsya, farklı PEA'ların elektrik bağlantısı ve tek bir sisteme takılması için.
Blok içi kablo demeti kurulumunun tasarımı, bakım ve onarıma izin verirken aksesuarın gövdesinin tipine bağlıdır. Binanın yakınındaki düğümlerin bulunduğu yerde nadas, bu tür jguti şunlar olabilir: sağlam olmayan z'ednanny ile düz ruhomimi; about'mnimi ruhomimi; kaba suların hacmi. Vnutrіshnoblochnogo montazhenі'da Neroz'emnі z'єdnannya, sömürünün sert zihinleri için tanınan PEA'nın vikoristovuyuet baş rütbesi.
JGUT Warewell'in aynı asilet tüplerinin kablolarına, gömlek üzerindeki kabloların çamuruna, obvyzovanni'ye, kıpırdayan jigut çubuklarına, rezervuarın kontrolüne (prostzvichka), ranzaya kadar canlı sürecinin tipik teknoloji süreci standart ve prodzvonyuvannya ile jgohuta uyumu).
jgut_v döşemek için şablon¾ yüzeyinde tam boyutlu bir kablo demeti şeması ve uç ve uç saplamaların sabitlendiği plastik veya kontrplaktan yapılmış düz kesim bir plaka (Şekil 4.8).
Dart döşemesinin sabitlenmesi, yoganın apeks pimlerine sabitlenmesi. Ardından, koşum düzeninden sonra, üst saç tokalarında yoga bükerek ve uç saç tokalarına sabitleyerek yerleştireceğiz. Pochatkova ve Kіntsev'in saç tokaları bir ve aynı sayıda olabilir. Tüm dartlar şablonun üzerindeyse, bir dantel ipliği ile bağlanırlar.
Fermuarlı dartların değiştirilmesinin mümkün olmadığı koşum takımlarında, sayısı dartların %8-10'u kadar olan yedek dartları aktarın. vahşi sayı jguti'de kablolu, ancak ikiden az değil. Dovzhina ve yedek tellerin yeniden dağıtılması, kablo demetinde bulunan tellerin en uzun ömürlü olmasını ve yeniden geliştirilmesini sağlayacaktır. Dovzhina v_dvodіv zhguta, vuzlіv ve devre bağlantı elemanlarına parazit olmadan bağlantı için yeterli olabilir; Ek olarak, cilt ucunun yeniden temizlenmesi ve lehimlenmesi için küçük bir dozhini (10-12 mm) rezervi vardır.
Jgutiv yaparken şu şekilde yapılmalıdır:
bir düz çizgide giden ve bağcıkları 80 mm'den fazla olan iki veya daha fazla paralel haddelenmiş yalıtımlı dart bir demet halinde bağlanacaktır;
ipin arkalarından çekilmesi için güvercin dartlarını demetin üst kısmına yerleştirmek gerekir. Demetin orta kısmına yerleştirmek için küçük bir örtüşme (0,2 mm 2) gerçekleştirin;
sömürünün akıllarında nadas olarak ve ayrıca demete kadar giden yalıtım telleri şeklinde, sentetik malzemelerden iplik, bant veya dikişlerle bağlamak veya elektriksel olarak yalıtkan dikiş veya örgülerle sarmak gerekir. Ayrıca sargıyı elektriksel olarak yalıtkan borulara sahip bir dikişle değiştirmek veya demetleri mekanik ve otomatik olarak gerilimli ipliklerle bağlamak da mümkündür, bu durumda çubukların yalıtımı zarar görmez;
Kemerin Krok vyazannya halkalarını, koşumun çapına göre döşeyin ve Tablo 4.3'ten seçin.

koşum takımının soyulma yerlerinde (yenisinin 1. gününden önce), 2-3 tırabzan halkalarının yerleştirilmesiyle buti vykonan bandajları dikiyoruz. Koçanı ve koçanı üzerinde, bandajlar ayrıca iki-beş ilmek ve örülü düğümlerden katlandıkları için buti bandajları dikilir. Emniyet kemerinden çıkan deri telin önünde bir döngü suçlanıyor. Popo in'yazuvannya, Şekil 4.9'da bir bandaj ile döşeme;
nadasta, tel sayısında ve demetlerin çapında, bir, iki ve daha fazla iplikte yapılması gerekir. İpliklerin koçanına rendelenmesi veya ceresin ile ıslatılması tavsiye edilir. Örme sonrası tüm ipliklerin düğümleri yapıştırıcı (örneğin BF-4) veya vernik ile kaplanmalıdır; sonraki eriyik ördükten sonra kapron ipliklerinin uçları.
Jete telleri bağladıktan sonra, kıvrımlarının döşenmesini düzeltirler. Herhangi bir zamanda, dartların tüm uçları bağlantı şemasına göre uygun şekilde işaretlenir.

Tellerin, kablo bağlantılarının ve kablo demetlerinin işaretlenmesi. elektrik tesisatı sırasında yeniden kablolama olasılığını sağlamak mümkündür elektrikli mızrakçılar, arıza bilgisi ve ekipman onarımı. Zaferi işaretlemek için aşağıdaki yöntemler kullanılır: farklı renklerin yapılabilmesi için bir tel demeti içine döşemek; İzolasyonun uçlarını sızdırmaz hale getirmek için kullanılan polivinil klorür tüplerinin farbuvannya veya numaralandırılması (tüpler makinede işaretlenir veya numaralar işaretleme mürekkebi ile elle yazılır);
dartlara günün görevinin zihinsel tanımlarıyla plastik etiketler koymak;
ek renkli drukar folyonun arkasındaki yalıtım üzerine işaretler çizmek (polivinil klorür ve polietilen yalıtımlı teller ve RK tipi kablolar için);
metal bir etiket kullanarak (RK tipi kablolardan daha önemlidir);
yapışkan bir işaretleme dikişi kullanarak (tel veya kablo başına 1.5 ... 3 tur bandaj).
Giriş noktalarında kablonun kenarına, kabloya veya demete işaretleme yapılır. İşaretleme etiketleri, hatlar ve borular üzerindeki veya doğrudan teller üzerindeki tellerin, kabloların ve donanımların tanımı, teknik belgelerde belirtilen atama ile doğrulanabilir. Tel veya kabloya takılırsa, etiket yapıştırılmaz, її darta (kablo) bir düğüm veya halka ile bağlayın.
İzolasyon boyunca çapı 1 mm'ye kadar olan telleri işaretlemek için, telin çapına uygun bir iç çapa sahip renkli işaretleme tüplerini takip edin.
Kablo demetindeki tellerin işaretlenmesi, ek etiketler veya polimerik malzemelerden bir hat için gerçekleştirilir. Etiketlerin uzunluğu veya çizgilerin genişliği 12 mm'den fazla olamaz.
Ardından, aynı numaralarla paketin uçlarına sırayla bir ek (gösterge) ile bağlandıkları çağrı yaparak paketi kontrol ediyoruz.
Katlanan koşum takımlarının kontrolü, belirli bir programa göre özel otomatik içecek standlarında gerçekleştirilir. Bu tür kontrollerle ilgili tüm bilgiler bilgisayara kaydedilir.
Kablo demetlerinin, tellerin ve kabloların PEA kasasına veya diğer elemanlara sabitlenmesi ek yardım için gerçekleştirilir: zımba telleri, dikişler, kelepçeler, yapıştırıcılar, mastikler, bileşikler, iplikler, tasiomok, plastik dikişler.
Scobie, dikişler ve kelepçeler, koşumun şeklinden kaynaklanmaktadır ve sabitlendiğinde herhangi bir yanlış hizalamaya izin vermez.
Metal braketler ve kelepçelerle sabitlendiğinde tellerin yalıtımına zarar vermemek için, altlarına, braketlerin (kelepçelerin) kenarından en az 1 mm çıkıntı yapan yalıtım malzemesinden elastik contalar koymak gerekir.
100 ila 300 mm arasındaki sınırlarda demetin çapına (tel veya kablo) bağlı olarak lineer hatlara sabitlendiğinde zımba veya kelepçe arasında seçim yapmak gerekir. Daha az kesilebilen aynı dart, alt 0,35 mm 2 vida 80 mm'den fazla olmayan bağlantı noktaları arasına sabitlenir.
Dart, kablo demetleri ve kabloları sabitlemek için yapıştırıcı veya mastik kullanılıyorsa, yapıştırma noktaları arasında yapıştırma noktaları arasından seçim yapın ve Dart çapı (kablo ve kablo) arasında Tablo 4.4'e göre seçim yapın.

Yapıştırıldığında 15 mm'den daha büyük çapa sahip Jguti, kasadaki açıklıktan dişlerle sabitlenir.
Kablo demetinin, telin veya kablonun metal çerçevedeki açıklıktan geçişi, açıklığa monte edilmesi için yalıtım manşonunun içinden sarılmalıdır.
Dartları, kablo demetlerini ve kabloları tahribatsız kısımdan hareket ettirirken, ruhomoy'a (örneğin, kasadan tahtaya veya panele vb.) rukomo kısmı alındığında bükülür ve bükülmez. Demetin gevşek bir parçasının yardımıyla, onu bağlamak ve gerekli stoğu uzun süre doldurmak gerekli değildir.
Lehimleme ve ludinnya: tanıma, stosuvannya ve fiziksel ve kimyasal temeller. Lehim, markalarının akıları ve zastosuvannya. Yumuşak ve sert lehimlerle lehimleme teknolojisi, sıcaklık rejimleri, ısı transferi. Grup lehimleme yöntemleri. Sahiplik ve araçlar: işin tanınması, tasarımı ve kabulü. Farklı markaların tellerini lehimleme ve yeniden kablolama yöntemleri. Ultrasonik lehimleme. Lazer lehimleme. Wimogi'den z'ednan'a lehimleme, kalite kontrol. Zastosuvannya ludinnya'nın randevusu, akostі'yı kontrol eder. Lehimleme ve kalaylama işlemlerinin otomasyonu
lehimleme- vzaєmodії sert ve nadir metal (lehim) içinde otrimannya z'єdnannya'nın fiziksel ve kimyasal süreci. Dikiş ve üst üste binen parçaların etkileşimi sonucu ortaya çıkan toplara bağlantı adı verilir. Lehimi çıkarmak için, tahriş edici olan yüzeydeki oksit ergitmeyi gidermek ve sert ve nadir metallerin akıllarını karıştırmak gerekir. Kristalleşme ile birlikte lehimli parçaların malzemesi düşük erime noktalı lehim ile Cosmos ile etkileşime giren lehimli parçalar ortaya çıkar.
Lehimlemenin avantajlarından biri, titreşimi mümkün kılan kişisel olmayan öğelerin bütününe tek seferde katılma olasılığıdır. Lehimleme, sanki vicdanın başka bir yolu hoş karşılanırmış gibi, toplu hilelerin zihinlerini yeniden onaylar. Vaughn, farklı metalleri birleştirmenize ve metalle gezinmenize olanak tanır. hurda, seramik, grafit ve diğer metal olmayan malzemeler.
Ludіnnya - elektrik tesisatı elemanlarının lehimlenmesi işlemi (EP bağlantı parçaları, diğer panolarda Maidanchiki ile temas, metalize açıklıklar, tesisat tellerinin ve kabloların çekirdekleri vb.)
Yakіsne lehimlemeyi vikonate etmek gerekir:
7. lehimli parçaların yüzeyini hazırlayın;
8. lehim metalini ve lehimi etkinleştirin;
9. Kordonda karşılıklı olarak sabitleyin “adi metal nadir lehimdir;
10. Lehim ile nadir bir metal geçişin kristalizasyonu için bir yıkama oluşturun.
Islatmanın bir sonucu olarak fermantasyonun giderilmesi ve oksit eritilmesi de dahil olmak üzere yüzeyin hazırlanması - її eriyen lehim. Vidalennya plivok mekanik ve kimyasal yöntemlerle gerçekleştirilir. Mekanik temizleme ile
zımpara kağıdı, dart fırçası vb. için ince bir yüzey metal topu kullanılır. İşleme sırasında verimliliği artırmak için, büyük yüzeyler (örneğin, diğer levhalar) hidro-aşındırıcı olarak işlenmeli veya aşındırıcı parçacıkların dahil edildiği sentetik malzemeden sarılmış fırçalarla temizlenmelidir. Mekanik temizlemeden sonra yüzeyin kısalığı, en küçük kılcal damarlara sahip yüzeydeki moloz parçaları, eritici ve lehim ile püskürtülür.
Kimyasal tedavi(az yağlı) yüzey temizliği, çayırlarda veya organik perakendecilerde (aseton, benzin, alkol, odun kömürü, freon, alkol-benzin ve alkol-freon toplamları) bir silme yolu ile, küvetin altına indirilerek yapılmalıdır.
Temizleme ve lehimleme için temizlenmiş parçalar düzeltilmelidir ve midi için güvenlik süresi 3-5 dB, srіbla için - 10-15 dB olmalıdır.
Aktif hale gelen metallerin ve lehimin aktivasyonu, çeşitli akıların ek yardımı, özel bir gaz ortamının oluşturulması veya fiziksel ve mekanik bir enjeksiyon (mekanik titreşimler, ultrasonik koliasyon, vb.) için kullanılır. Aktivasyon gereklidir, metallerin ve erimiş lehimin ısıtılması sırasında kırıklar, yüzey toplarının ekşi yüzeyden etkileşimi ile oluşturulur ve bu da yeni oksit eritme oluşumuna yol açar.
Akı ile lehimleme en geniş olanıdır. Yeniden eritme akısı, lehimlenen ve lehimlenen yüzeyde yükselir, ıslanır ve bunlara müdahale eder, bunun sonucunda oksit erimesi görülür. Ale, akıların durgunluğu, lehimleme sonrası fazlalıklarının yanı sıra oksit eritme ile etkileşim ürünlerinin cüruf ilavesinin lehimli ekleminde yaratılmasına neden olabilir. Tse nizhuє, yogo korozії için z'єdnannya vede değildir. Bundan kurtulmak için lehimleme sonrası fazla olan flux, sondaj yapan organik perakendeciler tarafından yıkanır (silinir).
"Ana metal - nadir lehim" arasındaki sınırda karşılıklı güvenliği sağlamak için, lehimi ana metalin (ERE keski, pellust, dart vb.) yüzeyinde eriterek iyi bir ıslatma elde etmek gerekir. z'ednan. Islatma ve lehimleme sürecinde, aynı teknolojik faktörleri ekleyin (oksit eritme, akı derecesi, lehim modu ve diğerlerini çıkarma yöntemi).
Nadir bir metal prosharka'nın kristalleşmesi, termal enerjinin çıkarılmasından sonra meydana gelir. Kristalizasyon süreci, lehimli parçaların kalitesini önemli ölçüde etkiler.
Lehimleme için lehim ve akı sıcak ayın teknolojik işlemlerinde ve renkli ve siyah metallerin lehimlenmesinde ve metal ve metal olmayan malzemelerle metalleştirilmesinde kullanılır. Von abone oluyor:
450 ° C'den daha düşük bir erime noktasına sahip düşük sıcaklıkta lehimleme için lehimler;
450 °C erime noktasına sahip yüksek sıcaklıktaki klasörler için lehim.
Daha akıllı tanıma lehim dereceleri "P" veya "Pr" harflerinden ve ana bileşenlerin saldırgan hızlı adlarından oluşur: kalay - O, kurşun - C, antimon - Su, vismut - B * kadmiyum veya kobalt - K, srіblo - Cp , orta - M, hemen - In, çinko - C, nikel - N, galyum - Gl, germanyum - G, titanyum - T, altın - Zl, manganez - Mts, bor - B, fosfat - F, pirinç veya lityum - L , çinko - Zh, alüminyum - Vіdsotkakh vіd masi'deki ana bileşenin A. Dalі vkazuetsya utrimannya. Kısa çizgili bir markayı temsil eden "P" harfi, saflığın yükseltilebileceği anlamına gelir.
Ana lehim markaları ve erime sıcaklıkları (T pl) Tablo 4.5'te gösterilmiştir.

fluy lehimli yüzeylerden ve lehimden oksit füzyonunu giderme yöntemiyle lehimleme ve sıcak kalaylama teknolojik işlemlerinde kullanım için kabul edilmektedir, lehimleme işleminde yüzey metalinin ve lehimin oksidasyondan korunması ve ayrıca erimiş lehimin yüzey geriliminin azaltılması arayüz-metal-akısı üzerinde
Akı derecelerinin ortak tanımı, "F" (akı) harfinden ve en sona eklenebilecek bileşenlerin kısaltılmış adından oluşur: K - reçine, Sp - alkol, T - trietanolamin, Et - etil asetat , C - salisilik asit, B - benzoik asit, Bf - kadmiyum bor florür (veya çinko), P - polieter reçine, D - dietil amin, CK - semikarbozid, Gl - gliserin, Fs - ortofosforik asit, C - çinko klorür, A - amonyum klorür, B - su, L - laprol, Kp - katapin, M - maleik asit.
Akılar düşük sıcaklık (sıcaklık 450 °C'den düşük olduğunda) ve yüksek sıcaklık (sıcaklık 450 °C'nin üzerinde olduğunda) olabilir. Sert lehimli metal için aşırı derecede aşındırıcı, koku şu gruplara ayrılır: aşındırıcı olmayan aktif, aşındırıcı olmayan hafif aktif, hafif aşındırıcı aktif, aşındırıcı aktif, aşındırıcı oldukça aktif.
Montaj tesisinin korozyonunu önlemek için, lehimlemeden sonra fazla aşındırıcı ve zayıf aşındırıcı akılar çıkarılmalıdır. Akıları rіdins olarak görürler, bazılarında farklıdırlar. Bazı akı markaları için, diğerleri için organik perakendeciler olabilir - su.
En geniş akı derecesi aralığı Tablo 4.6'da verilmiştir.


Krіm fljusіv, zahistu dzerkala erimiş düşük sıcaklıkta lehim için ludіnnya ve lehim vicorist zahisnі rіdini küvetlerinde oksitlemek için (örneğin, ZhZ-1, ZhZ-2, TP-22). Koku, organik bileşenlere sahip nafta yağlarının toplamıdır.
Lehim ve lehim akılarının viskozitesi, teknolojik özelliklerle belirlenir: genleşme katsayısı (Kp) ve ıslatma saati (t CM). Katsayı K p \u003d Sp / Metrekare, de S p - lehim tarafından işgal edilen alan; metrekare - dış değirmende erimemiş lehim alanı; tCM - montaj elemanının ayının alındığı saat (3 s'den fazla olamaz).
Yumuşak ve sert lehimlerle lehimleme teknolojisi, sıcaklık rejimleri, ısı transferi. Lehimlemenin teknolojik süreci aşağıdaki işlemlerden oluşur:
lehimlenecek elemanların yüzeyinin hazırlanması; bire bir birleştirilen elemanların sabitlenmesi; dozlanmış miktarda flux ve lehim uygulanması; şarkı saatini uzatarak parçaları önceden belirlenmiş bir sıcaklığa ve bir ön cama ısıtmak; *
yenisinden önce girilmesi gereken detaysız lehimli bir bağlantının soğutulması;
temizlik z'ednannya; lehimleme kalite kontrolü.
Yumuşak (düşük sıcaklık) lehimler (böl. Tablo 4.5), ekipmanın elektrik tesisatı için uygundur. Bu nedenle, kurulumda yer almak gibi sessiz öğeler için izin verilen sıcaklığa bağlı olarak sıcaklık rejimleri değişecektir. Lehimleme, bir havya ile veya erimiş lehimli küvetlerde yapılabilir. Ek erimiş lehim için yağlama ve lehimleme yaparken, cilt izi için banyonun sıcaklığı artar, formül için lehimleme
tp = tnk + (45...80) °С,
de t n - lehim sıcaklığı, tHK - kristalleşme kulağının sıcaklığı (ilk basamak T pl Tablo 4.5'te). Yukarıdaki yer değiştirme (45 ... 80) ° С değeri tHK Lehimli yün, zanurenny saat, akı, hangi zastosovuetsya, eskrim üzerinde termal enjeksiyon EP'de TU için uygundur şeklinde tortu.
Lehimlenmiş ER'lerin aşırı ısınmasından kurtulmak için, bir saat boyunca lehimleme ER'lere sabitlenmiş gibi ısıyı aşındırırlar.
Devre kartlarının bireysel ve grup lehimlenmesi durumunda ısının tanıtılması için Іsnuyut ve іnshі yöntemleri. Montaj plakası 2 (şek.4.10, a) Ek 5'te kurulacak, termal bloğun görünümü altında bir mengene altına yapılacak. Vücutta vbudovanі pіdіbgаnі yaylar 6 stіyki 3, scho orta yuva 4'ün desteğini taşımak için scho, visnovkіv için scho mayut delikleri. Merkezi ısıtma yastığına bir montaj plakası yerleştirilmiştir, böylece radyo eleman yuvaları yuvalardaki deliklere sığar. Levha, baskı plakası 1 döndürülerek uzantıya sabitlenir. Bu şekilde, bireysel lehimleme süresi boyunca, ısı beslemesi uzantının tüm binası tarafından sabitlenir.
Askı elemanlarının montaj plakasına grup lehimlenmesi durumunda, 3 mm çapında alüminyum drota ile yardımcı atış için kullanılan ısı transferi yöntemi kullanılır (Şekil 4.10, b). Atış 3, devre kartının 2 grup lehimlemeden önce veya hidrostatik bir şekilde yerleştirildiği tutucuya 1 sıkıştırılır. Lehimlemenin bitiminden sonra damla asılı kalır.
Sert (yüksek sıcaklık) lehimler, büyük boyutlu parçalar (örneğin şasi, kasalar, vb.) hazırlanırken mekanik bağlantıların yapısal lehimlenmesi için uygundur. Mekanik parçaların yüksek sıcaklıkta lehimlenmesi, yüksek frekanslı jet alanlarında (HFC), fırınlarda ve erimiş eşikli banyolarda gerçekleştirilir.

İndüksiyon lehimleme (TVCh).İndüksiyon lehimleme veya yüksek frekanslı jetlerle (TVCh) lehimleme için teknolojik ek, yak içinden yüksek iletkenli boru şeklindeki malzemeden yapılmış bir bobin olan bir indüktördür, bir soğutma annesi pompalanır. HDTV jeneratörü olarak hizmet etmek için lehimleme nasıl kullanılır. Yüksek frekanslarda (VHF) çalışan elemanları bağlamak için kullanılacak indüksiyon lehimleme çağrısı, örneğin, düşük frekans hvilevodiv. Lehimleme yoğunluğu, vakum veya orta gazlarda (su, nitrojen veya her ikisi) lehimleme işlemi sırasında hareket eder. TVCh lehimlemenin en büyük eksikliği, bir deri depolama ünitesi için özel ek binalara duyulan ihtiyaçtır.
Fırınlarda lehimleme kontrollü bir atmosfer ile ısıtma homojenliğini sağlayın. Lehimli malzemelerin ısıtılması aktif gaz ortamında gerçekleştirilir. Bu akı ile zastosovuvat yapabilirsiniz.
Banyolarda lehimleme büyük boyutlu virobіv seçimi için erimiş cam zastosovuєtsya ile. Eritme deposu böyle bir sırada seçilir, böylece şaraplar güvenlidir bir sıcaklığa ihtiyacım olacak ve tahriş edici olan yüzeyde bir eritme etkisi uygulanmış olması. Düğümler lehimleme için seçilir (lehimlenen parçalar arasındaki boşluk, 0,05 ... 0,1 mm sınırlarındaki buti nedeniyledir), fırında önden ısıtmaya izin verenden 80 ... 100 ° C daha düşük sıcaklıklara izin verir. lehimin erime noktası. Küvetteki sıcaklık rejimini kontrol altında tutmanın yanı sıra detayları çarpık tutmak gerekir. 0,5 ... 3 dakikalık bir streç ile eriyik içinde parlamalardan sonra, parça hemen banyodan çıkarılır ve soğutulur ve daha sonra fazla akıyı gidermek için su ile iyice durulanır.
Grup lehimleme yöntemleri. PEA üretiminde grup lehimleme yöntemleri, lehimli bağlantıların oluşumunda ana faktör olarak termal enerji kaynakları olarak sınıflandırılır (Şekil 4.11). Diğer panoya yerleştirilen tellerin sabitlenmesiyle elemanların lehimlenmesi, akışlı üretimin zihinleri için iki yöntemle gerçekleştirilir: zanurennya ve lehim.

Klasörün grup yöntemlerini oluşturmak için farklı seçenekler Şekil 4.12'de gösterilmiştir. 2 ... 4 s için lehimleme ücreti, kil başına lehimlerin erimesinde sabittir (0,4 ... 0,6) h, de h - Tovshchina öde. Düzeneğin kılcal etkisi nedeniyle lehimle açın (Şek. 4.12, a). Kartın tüm yüzeyinde bir saatlik sıcaklık değişimi aşırı ısınmaya ve bozulmalara neden olabilir. Lehim bölgesini değiştirmek için, panoya montaj tarafından (kağıt veya bez ile) özel bir maske yapıştırın, ortadaki temas alanını açın. Yakі'nın lehimde içtiği akı perakendecisinin fazlaları yoğun bir şekilde buharlaştırılır ve bu da yerel lehimsizlere yol açar. Lehim olmayanların sayısını değiştirmek için, zastosovuyut zanurennyam'ı zayıf giysilerden lehimleyin (kut 5 ... 7 °) (Şek. 4.12, b) veya panoya 50 ... 200 Hz frekans ve 0,5 ... 1 mm genliğe sahip mekanik bir zil sesi uygulayın (Şekil 4.12, d, e). Aynanın elbisesinin lehimli broşu ile iyi sonuçlar verilebilir (Şekil 4.12, içinde). Bu doğrultuda, levha 5 ° 'lik bir kesime monte edilir, lehime daldırılır ve yüzeyde gerilir. Bu yöntem, oksidasyonun atık ürünlerinin varlığından sorumludur.
Viborcha lehimleme(Şek.4.12, e) paslanmaz çelikten yapılmış özel filtreler ile lehimlenen parçalara titreşimli lehim beslemesini sağlar. Kart ile filtreler arasında ısıya dayanıklı gumi yumağı bulunmaktadır. Seçildiğinde, EPE'nin ödeme ve ısıtma sıcaklığı düşer, lehim miktarı değişir ve özel filtrelerin hazırlanmasındaki varyans önemli olabilir.
lehimlemeє En yaygın olarak kullanılan grup lehimleme yöntemidir. Ve burada tahta, yumuşak lehim tarağında doğrudan doğrusal olarak hareket ediyor. Її avantajlar є yüksek verimlilik ve EP'nin aşırı ısınmasını ve dielektrik eğriliğini azaltan lehim ile levha arasında kısa bir saatlik etkileşim. Farklı bir lehimleme türü, çaça galip gelirse kademeli lehimlemedir (Şekil 4.12, g).
Lehimlemenin yüksek parlaklığı, örneğin nikel ile 0,2x0,2 mm merkezli bir ızgara bulunan küveti kapatmanın güvenli bir yolunu sağlar (Şekil 4.12, h). Dotik olduğunda, uçlar ve metal açıklıklar arasındaki boşluğa girmek için komisürler aracılığıyla ve kılcal etki altında satılan lehim ağına kadar ödeyin. Bir saat önce, ağın kılcal damarları tarafından çok fazla lehim sıkılır, bu da "burulok" un göz kırpmasına yardımcı olur.

Sahiplik ve araçlar: işin tanınması, tasarımı ve kabulü. Nadas tipi havya, ısıtılmış bir havya ve farklı grup yöntemleri yardımıyla bireysel olarak gerçekleştirilir.
Bir havya ile lehimleme vikoristovuєtsya tek veya dribno-seri üretim zihinlerde elektrik tesisatı sırasında.
Elektrikli havyanın tasarımı Şekil 4.13'te gösterilmektedir. Bireysel lehimleme için gerekli sıcaklık rejimi, sabit olan havyanın termofiziksel özellikleri ile sağlanır: ucun çalışma ucunun sıcaklığı (uç 1 açık, Şekil 4.13), sıcaklığın olduğu gibi kararlılığı yardımcı termokupl 4 tarafından desteklenir, ısıtma.

Ucun çalışma ucunun sıcaklığı, lehimin erime sıcaklığından 30 ... 100 ° C daha yükseğe ayarlanır, böylece lehimleme sürecinde havya ucunun sıcaklığı, ısıl şok seviyesinin ötesine düşer. lehimlenen parçalar ısıtılır. Mikro devreleri lehimlemek için tavsiye edilen havya basıncı 4... 18 W, elle montaj için 25...60 W, lehimleme dartları için (dzhgutiv) 50... 100 W.
Lehimleme demirlerinin uçları için, bakır, aşınma direncini artırmak için bir nikel topuyla kaplanmış gibi muzafferdir. Bir havya ile lehimleme işleminin sırası: nadir bir akışa batırılmış ek bir fırçanın arkasına montaj düzeneğinin elemanlarını akıtmak; havya ucuyla yapışan montaj braketinin elemanlarını ısıtın; lehim alanına bir lehim çubuğu sokun; vitrimyuyut normal lehimlemenin ulaştığı yere kadar ısıtılır ve bağlı yüzeyler arasındaki tüm boşluklarla doldurulur.
Detaylara lehimleme tamamlandıktan sonra, son sertleştirme lehime yapıştırmak mümkün değildir. Bir montaj bağlantısının bir havya ile lehimlenmesinin son saati 1 ... 3 s olmalı ve 5 s'den büyük olamaz.
Lehimleme ve ay ışığı elle yapılırsa, ısının ER, navprovodnikovyh bağlantı parçaları, ІV ve іn'ye girmesini sağlamak gerekir. Zatiskachiv'in gözündeki ısı yalıtımı, lehim noktaları ile elemanın gövdesi arasında lehimlenen elemanlara sabitlenir. Isı girdisini lehimledikten sonra, 5 saniyeden daha erken değildir. Isıyı yeniden sarmak için değiştirin veya soğutun.

Titreşimli lehimleme için kurulum şemasıŞekil 4.14'te gösterilmiştir. Visnovkami ile tahta 3, ön akı ile kaplı, filtre 5 üzerinde durun. Deri lehimleme alanının kendi filtresi vardır, bu yerle zbіgatisya yapabilmesi için onu açar. У такому положенні плата закріплюється притиском 4. Розплавлений припій 1 знаходиться в об'ємі, замкнутому з усіх боків, і температура його підтримується розплавленим середовищем соляної ванни 8, підігрівається за допомогою електронагрівальних елементів 9. Через бронзову діафрагму 7 Гц, чим покращується якість паяння. Lehim, filtreler boyunca, piston 2'nin indirilmesine kadar lehimleme noktasına kadar beslenir.
Yumuşak lehimleme için kurulum şemasıŞekil 4.15'te gösterilmiştir. Sıcaklığı ısıtma elemanları 1 olan bir tuz banyosu 2 tarafından desteklenen erimiş lehimli banyoda, yardımcı milin 3 arkasındaki elektrik motoruna çöken bir kürek pompalı 4 bir branşman borusu monte edilir.

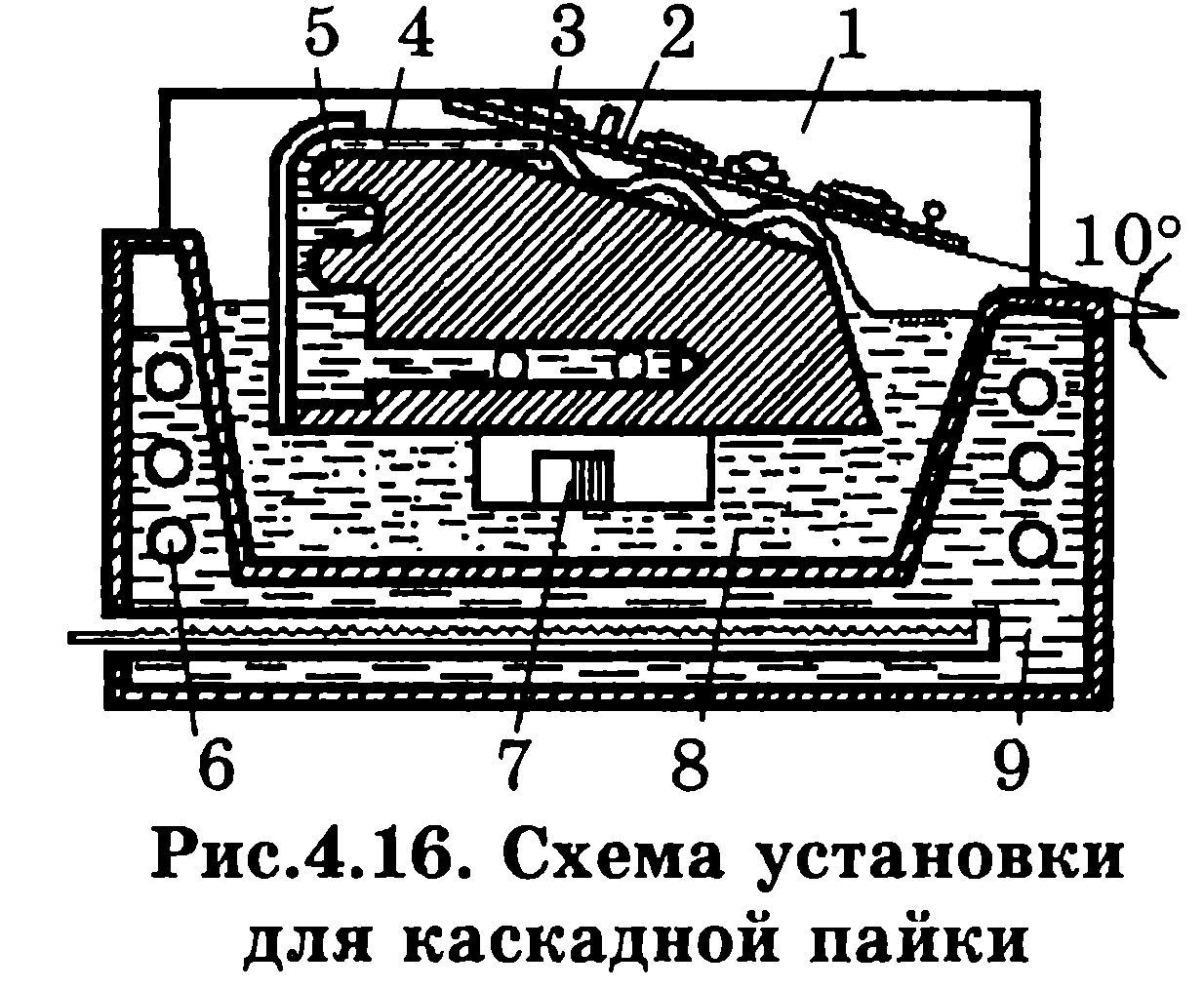
kademeli lehimleme kıymık bir çizgi varlığında havalandırılır (Şek.4.16), eşikler 3 ile hassas bir yüzey tabanı 5 üzerinde şaplanır. Diğer yönlerdeki cam duvarlar, lehimler 1 ile korunmaktadır. İleri şemalarda olduğu gibi, lehimin sıcaklığı, elektrikli ısıtıcılara 6 sahip bir tuz banyosu 9 tarafından desteklenmektedir.
Asılı elemanların tek taraflı genişlemesi ile büyük ölçekli ve seri levha üretimi ile en büyük noktaların lehimlenmesini görebilirsiniz. Koku, ödeme ve ısıtma sırasında panoların kesintisiz transferini sağlayacaktır.
Farklı markaların tellerini lehimleme ve yeniden kablolama yöntemleri. Düzenlemeden sonra, daha fazla açıklandığı gibi kurulum ballı dart ve canlı kablolar, yakі mаyut pokrittya, obovnі obov'yazkovo obludzhuvatisya. Okremі, znyattya'dan sonra kabloları yaşadı, hizmetten önce bükülmesi gerekiyor. Teller ve kablolar luzhenni yaşadığında, 0,3 ila 2 mm yalıtım kalınlığına akı uygulanması önerilir. Yalıtım ile çekirdeğin kalaylı kısmı arasında 1 mm'ye kadar mevsimsiz levhaların yaşamasına izin verilir. Çizgi ileten damarların çevresi, ilerleyen çizgi için suçlamaktır. Geçişli canlı tellerin üst alanı ve temasa gelen EP hatları, çapraz kontağın en küçük alanını tekrar ziyaret etmekten suçlu değildir.
Telleri lehimlerken, kabloları şu şekilde bağlamak gerekir: tel bağlantıları, ek elektrik kontakları için kablolamadan kaynaklanır. Tellerin iletkenlerinin sabitlenmesi ve EP'nin çeşitli tasarımların kontaklarına bağlanması varyantları, Şekil 4.17'de gösterilmektedir:
deri lehimleme açıklıkları için, temasın en fazla üç dart lehimlenmesine izin verilir. Bu deri ile, diğer teller ve EPE fırfırları ile bükmeden, açıklıktan bağımsız olarak gıcırdatmak gerekir. Montaj açıklığı lehimleme için çok küçükse, temel elektrik montaj kontaklarının kullanılması gerekir; sıkı temaslardan önce, tel yalnızca ek kablo pabuçları için suçlanır (bir sıkı temas için, iki darttan fazla değil). Zatisknі kontakları, cila ile farboi tarafından engellenebilir;
droti küçük pereriziv (0,2 mm 2'den az) dikkatli bir şekilde kurulmalıdır; döşeme telleri, kırılmamaları için yalnızca bir kez yapılmalıdır;
sürücünün stoğu döngünün görünümünde tahtaya konur, ancak suçlu değilse, cıvatayı kenara asın; lehimleme yerine tel aşağıdan gereklidir; Kurulum kablolarının kontaklara bağlantısı, lehim noktasından önce yalıtımdan geçen kurulum kablosunun çıplak kısmının uzunluğu 2'den fazla ve 0,5 mm'den az olmayacak şekilde yapılmalıdır (lehimlemeden sonra). ). Kontaklar arasındaki boşluk 5 mm'den az ise, 1,5 mm'yi aşmak suç değildir.

Tesisat tellerinin bloklara teslimi farklı bir şekilde. Bunlardan biri ile, iletkenlerin soyulması ve yenilenmesinden, teller vida çapından daha büyük bir çapta kopmuştur (Şekil 4.18, a). Başka bir şekilde, iletkenler lehimlenmiş, lehimlenmiş veya sıkıştırılmıştır, vida vidasını açabilmeniz için kablo pabuçları takılmıştır (Şekil 4.18, b).
Kablo pabucundaki tellerin döşenmesi aşağıdaki sırayla gerçekleştirilir: telin üzerine, telin dış çapına eşit olan bir iç çapa sahip elektriksel olarak yalıtkan bir tüp konur; bu ludin'in işlenmesinden sonra dart damarı uca sokulur; ucun pençeleri, iç taraftan pençelere dart ile sıkıştırılır ve lehimlenir; ayakları yalıtımla sıkın; ucuna bir elektrik yalıtım borusu koyun
(Şek.4.18, b).

Ultrasonik lehimleme. Lehime verilen ultrasonik kalafatlama, metal yüzeyindeki oksit kokularını yakar, nadir bulunan bir lehimle boyar, lehimi çukurun kılcal damarlarında sızdırmaz hale getirir, gaz gidermeyi eriyiğe bağlar, bu da lehimin parlaklığını artırır. , ve lehimleme.
Oksit eritme ve akustik sızıntıların yok edilmesiyle lehim kavitasyonunda ultrason ile suçlayın, oksit ve zabrudnen parçacıklarını uzaklaştırın, temasın sıcak kenarlarındaki metalleri çıkarın. Çıplak olan Dіlyanki metal, lehimle kolayca idrara çıkar.
Lazer lehimleme. Lazer vipromonition, dar bir yönlülükle bile diğer elektromanyetik enerji tüpleriyle çalışır. Odaklanmış değişim enerjisi ile ısıtma konsantrasyonunun bir takım avantajları olabilir, başlıcaları şunlardır: hem kontrollü bir ortamda hem de vakumda optik olarak - kabuk boşlukları yoluyla enerji aktarma olasılığı; elektrik, manyetik ve diğer türünden bağımsız olarak çeşitli malzemelerin ısıtılması. Lehimleme parametreleri ile çok çeşitli düzenleme ve ayarlamaya güç sağlar. Lehimli boncukların yapıcı özellikleri ve kütlelerinin yanı sıra, aşınan malzemelerin baskınlığı, farklı sıkılıktaki farklı ekipmanların vicorist'i göz önüne alındığında.
Wimogi'den lehimli yarım kabuklara, kalite kontrol.Önceki
lehimli z'ednannyam aşağıdaki yardımla sunulur:
akı yaparken akının EPE'nin içine ve elektrik devrelerinin temas parçalarına girmesine izin vermek mümkün değildir;
lehimli bağlantıların şekli, lehimli (Şekil 4.19) ve fazla lehimsiz kavisli oluklar ile çerçevelenebilir. Son birkaç elektrik elemanına kadar girmenize izin verecek olan ince lehim konturları toplarına görsel olarak bakmanıza izin vermekten suçludur;
lehimli dikişin tüm çevresi boyunca lehimli olukların yüzeyi, kesintisiz, pürüzsüz, parlak veya açık mat, koyu lekeler ve yan kapanımlar olmadan kavisli olmaktan suçludur.

Lehimleme kalitesi sıradan bir bakışla kontrol edilir ve gerekli dalgalanmalar durumunda zaferlerle dövülür. Böyle bir şeyi almak için iyi lehimleme gerekir, üzerinde bağlı olan parçaların hatlarını açıkça görebilir, ancak her şeyi lehimle açabilirsiniz. Lehimleme, sarkma, çatlak, gostrikh kırılganlığı olmadan annenin parlak yüzeyinden kaynaklanmaktadır. Şekil 4.20'de gösterilen lehimli bağlantılardaki kusurları görebilirsiniz.

Lehimlemenin mekanik mukavemeti, üzerine polivinil klorür tüpleri yerleştirilmiş cımbızla kontrol edilir (TD'de girişler varsa). Zusillya, dart ekseninin sıkılığı 10 N'den fazla olamaz. Kontrolden sonra, o priymannya lehimleme yeri, net bir renk verniği ile farbuyuttur.
Randevu o vikoristannya ludinnya, ludinnya lehimleme süreçlerinin otomasyonu. Vysoki vymogi to neruhomi z'єdnán elektrik tesisatı sırasında lehimleme yöntemiyle inşa edilen parça ve elemanlar, bir sıcak ayın çalışması ihtiyacını ortaya koyuyor.
Ses, yalnızca yetersiz lehimlenebilirlikleri için gerçekleştirilecek elektrik tesisatı elemanlarının bir gününden daha sıcaktır (lehimlenebilirlik kontrolü ihtiyacı TD'ye dahil edilmiştir). Ludzhenny olduğunda, aşağıdaki vimogi'yi kazanmak gerekir:
ludіnnya elektromontazhnyh elementіv (vysnovkіv EP, drukovanih panoları, metalize açıklıklar, kurulum tellerinin çekirdekleri ve іn ile temas Maidanchikіv), esas olarak daha uzak lehimleme olan aynı lehimlerle lehimlenmekten suçludur. Düşük erime noktasına sahip lehimler ile EP'nin kalay sıcaklığına duyarlıdır. Yani, lehimleme sırasında olduğu gibi, gülünç olduğunda, bu tür ER'lerin ısı ile kaplanması gerekir;
elle yağlama ile yağlanacak yüzeye uygulanan flux, yüzeyin lehim ile güvenli bir şekilde ıslatılması için gerekli olan minimum saatin yapılması gerekmektedir. Mekanize yağlama sırasında, lehimlenen tüm yüzey eritilir;
luzhennі v_dstan durumunda dozhinі vіdzhіnі EP vіdzhіnі EP vіdzhіnі EP vіdzhіnі EP vіd dzerkala EP gövdesine lehim 1 mm'den az olmamalıdır (veya EP'de TU'ya kadar);
luzhennі vysnovkіv ER durumunda, havyalarda veya elektrikli havyalarda el teli yapıyorum, işlemin üçlüğü, ER'de TU'da atanan saati aşmaktan suçlu değil. Böyle bir takas yoksa, ayın çılgınlığı 5 z'den fazla kabul edilir.
Şimdiki saatte arabalardan önce, yüksek vimogi bu batıl inancı alma noktasına kadar asılı kalıyor. Vіdpovіdno kozhen vuzol, arabanın bu kısmı vіdpovіdati tsim vimog'dan kaynaklanıyor.
Arabanın depo elemanı - elektrik kabloları (droidler). Kablo demeti - kendi aralarında kıvrılarak, bazıları kontaklarla güçlendirilmiş, pedlere alınan veya zahisnі elemanları (tüpler, sakız paspasları, kılıflar) tarafından üzerlerine konan bir grup tele katlanan tellerin uçları . Kablo demetindeki teller gıcırdıyor: yapışkan PVC dikişten yapılmış bandajlar, kablo bağları (termoplastik polimerlerden yapılmış diş kelepçeleri); ısıyla daralan makaron.
 Modern bir araba, farklı temaslarla güçlendirilmiş üç yüze yakın (ve genellikle daha fazla) çok sayıda darttan sürülebilir. Böyle bir katlanır vrobu'nun güvenilirliği bir dizi faktörde yatmaktadır. Nasampered, tamamlama ve malzeme seviyesine vimogi tse pіdvishchenі. Post-çalışan seçimi ve giriş kontrolünün yürütülmesine ne ekleneceği hakkında.
Modern bir araba, farklı temaslarla güçlendirilmiş üç yüze yakın (ve genellikle daha fazla) çok sayıda darttan sürülebilir. Böyle bir katlanır vrobu'nun güvenilirliği bir dizi faktörde yatmaktadır. Nasampered, tamamlama ve malzeme seviyesine vimogi tse pіdvishchenі. Post-çalışan seçimi ve giriş kontrolünün yürütülmesine ne ekleneceği hakkında.
Bir sonraki faktör, uluslararası standartlara uygun günlük yüksek verimli ve hassas virobnicheskogo ve kontrol ve vimіryuvalnoe obladnannya'nın durgunluğudur. Ben, virobnitsia sürecinde olan kibir ve fahivtsi'nin en önemli yetkilisi nareshti. Vіd khny prosіnіlіlіzmu virobu zakіnіn zakіstіnіnіzmu.
Traktör koşumları aşağıdakilere ayrılabilir: düşük ta yüksek voltaj(akümülatör ve başlangıç dartları çoğunlukla tektir, daha sık olarak - iki veya üç darttan oluşurlar).
 Bir tel demeti hazırlamanın teknolojik süreci birkaç ana işleme ayrılır: telleri kesme, yalıtımdaki tel uçlarını soyma, telleri uçlar veya kontaklarla donatma, telleri kablo demetine bağlama, pembe telleri takma, kapasiteyi yeniden kontrol etme.
Bir tel demeti hazırlamanın teknolojik süreci birkaç ana işleme ayrılır: telleri kesme, yalıtımdaki tel uçlarını soyma, telleri uçlar veya kontaklarla donatma, telleri kablo demetine bağlama, pembe telleri takma, kapasiteyi yeniden kontrol etme.
Bazı bileşenleri daha iyi temsil etmek için tel demetleri yapılmış ve hazırlandıklarında kokunun kokuları sırasına göre vermeye çalıştık. rapor açıklaması jgutiv'in hazırlanmasının ana işlemleri ve galip geldikleri yakі olan komple set türleri.
Dizinin en kısa şekilde anlaşılması için, tanıtacağımız her türlü demetin katlanması derin anlayış metinden uzakta pürüzlü olacak demetin yapıları. Jgut parçalara bölünebilir ve onlara bir isim verebilir.
- Stovbur koşum takımı - demetten alınan en fazla dart sayısına sahip koşumun bir parçası.
- Genişlik - koşum takımının veya diğer telin stovburuna giren bir kablo demeti.
- Koruma alanı - kaputun (kaputların) altındaki iki veya daha fazla kablo demetinin ayrılma alanı.
- Uçlar, kablo demetinin soğuk kontaklarla takılmasını ve sökülmesini sağlayan elemanlardır.
- Arka ataşmanlar - bir saat bir veya daha fazla "pim - yuva" çiftine izin veren uçları olan setlerdeki uzantılar.
- Zahisnі elementi - humotechnіchіchі virobi, mekanik ve kimyasal zakhistu için prichenіnі mіstsya z'єdnannya ucu veya ekleri ve diğer elektrikle donatılmış taşıma zabu ile z'єdnanny pristroyu.
Bir koşum takımı hazırlama işlemleri.
Bir turnike yapmak için öğeleri bir kerede toplarsanız, koku fotoğrafta gösterildiği gibi (küçük 2.) böyle bir şeye benzeyecektir. Seri olmayan bir demet için manuel katlama sırası (Şekil 3) aşağıda açıklanmıştır:
Rіzanny drotіv.
Dartın kesilmesi, dartın manuel olarak takılması veya barışçıl bir kesimin döşenmesi yardımı ile gerçekleştirilir. Zalezhno, jgutiv zastosovuetsya manuel veya otomasyon kesme yönteminin serbest bırakılması programında.
Skriplennya telleri jguti'de (vyazka).
 Bandajlı jguti'de, GOST 16214 - 70'e göre yapışkan PVC ip, kablo bağları (GOST 22642.3-80'e göre termoplastik polimerlerden diş kelepçeleri) manuel olarak veya çubuğa kaynaklı ek özel aletler için. PVC dikişlerin veya zikzak şeklinde sarılmış demetin dartlarından birinin görünümünde.
Bandajlı jguti'de, GOST 16214 - 70'e göre yapışkan PVC ip, kablo bağları (GOST 22642.3-80'e göre termoplastik polimerlerden diş kelepçeleri) manuel olarak veya çubuğa kaynaklı ek özel aletler için. PVC dikişlerin veya zikzak şeklinde sarılmış demetin dartlarından birinin görünümünde.
Kolaylık sağlamak için, demetlerdeki teller, yapışkan bir PVC dikiş, spiral dikiş veya oluklu bir boru ile sarılmış bir PVC boru ile korunabilir ve demete sabitlenebilir.
PVC boru ve kordon üzerindeki spiral dikiş çekilir, ancak bir bandajla veya hareket ettirme ve çözmeyi içeren başka yollarla sabitlenir. Oluklu boruların uçları ısıyla daralan bir boru ile veya borunun çapına göre seçilen özel sakız kılıfları ile korunmaktadır.
Bandajlar ayrıca cilt bölgesine ve bandajların kendilerine, bandajlar arasındaki bandaj 250 mm'den fazla olmayacak şekilde uygulanır, bu nedenle bandaj koltuğa yerleştirilmez. Galvaniz boşluğundaki oluklu borulardaki demetler üzerine, borunun çubuğa hareket etmesini önlemek ve boşluğu mekanik akışlardan korumak için bir rozgaluzhuvach monte edilir.
Tellerin uçlarını yalıtımdan sıyırmak.
Yalıtımın temizlenmesi, bir kesimin huzurlu bir kesimini keserken otomatik olarak veya ek penselerin yalıtımı çıkarmak için manuel olarak, bir demet serbest bırakılması için bir programda nadas olarak gerçekleştirilir. Zastosuvannya versativ ve özel el aletleri, fazla yalıtım ve orta damarlara zarar vermeden aynı temizliği garanti eder.
Uçlarla dart takviyesi.
 Tellerin güçlendirilmesi, manuel veya otomatik olarak soğuk presleme yöntemiyle gerçekleştirilir. Böyle bir yöntem, iğne ile uç arasında güvenilir bir temas sağlar. Preslenmiş uç alanında Peretin drotu bir kalp şekli yapar. Deri kendi tüketirken deforme olmak için yaşadı yuvarlak biçimde, boş doldurma ve aynı zamanda uç ile maksimum temas alanını sağlama. Normatif ve teknik belgeler sağlayan asidik teması sağlamak için uçlar kurulur.
Tellerin güçlendirilmesi, manuel veya otomatik olarak soğuk presleme yöntemiyle gerçekleştirilir. Böyle bir yöntem, iğne ile uç arasında güvenilir bir temas sağlar. Preslenmiş uç alanında Peretin drotu bir kalp şekli yapar. Deri kendi tüketirken deforme olmak için yaşadı yuvarlak biçimde, boş doldurma ve aynı zamanda uç ile maksimum temas alanını sağlama. Normatif ve teknik belgeler sağlayan asidik teması sağlamak için uçlar kurulur.
Modern preslerin zastosuvanya'sı, mükemmel bir mekanik bağlantı, susilla rozrivu vіdpovidaє vmogam GOST 23544-84 ile verilir ve özel pristosuvannya tarafından kontrol edilir.
Akü ve marş koşum takımları hazırlandığında, basınç durdurulduktan sonra ay duracaktır. En ufak bir elektriksel teması mekanik bir salmastradan daha fazla ve korozyona karşı koruma sağlar. Ucun dart ile bağlantısının gücüne bağlı olarak, dartın ucu ile teması için hareket edecek bir yerin olması ile açıklanmaktadır. strumovo makyajı ve temas alanının ısınması artar. Sömürü sürecinde drota üretmek mümkündür, kısa kekemeler veya kablolama ödünç almak için gidin.
Arka eklerin montajı.
Takviyeden sonra, uçlara sahip teller, koku aktarıldığında cihazın altına (bloklar, güller) oraya monte edilir.


